Call Us Now
+86-18806286303





This inclined PVC belt conveyor stands out for its exceptional adaptability in conveying varied-weight products, including bulk items, cartons and packs. It offers extensive belt material options: rubber, rubber-plastic, PU, alongside specialized grades for oil resistance, corrosion resistance and anti-static needs. Food-quality belts cater to food, pharmaceutical and daily chemical applications. With a durable frame and smooth operation, it optimizes material handling efficiency across industrial sectors.
Model :
QSS400-PDConveyor Belt Material :
PVC beltLength :
15MWidth :
0.25-0.8MSpeed :
5-30M/MINTemperature Resistance Range :
Standard Duty(Special Engineering Required)










Introducing our flagship belt conveyor, the ultimate solution designed to revolutionize high-volume material transportation across industrial sectors. What sets this equipment apart is its unparalleled customization, allowing businesses to tailor it perfectly to their operational environment.
The frame construction offers two industry-leading choices: 304 stainless steel for environments requiring strict hygiene and corrosion resistance—such as food processing, pharmaceuticals, and aquatic product handling; or carbon steel finished with anti-corrosive spray painting, providing a robust, cost-effective framework for general manufacturing and logistics.
Matching its sturdy frame is a versatile belt selection process. Choose from PVC for general-purpose durability, PU for food-grade safety and easy cleaning, or heavy-duty rubber for maximum traction and impact resistance. This flexibility ensures the conveyor is equally adept at moving grains, small packages, precision metal parts, or powdered chemical raw materials.
Engineered for mass production, it excels in high-throughput scenarios, ensuring continuous, efficient flow to keep production lines running at peak capacity. Beyond its functional versatility, it boasts a user-friendly design for quick setup and low maintenance, translating to significant cost savings over its lifespan. It is not merely a conveyor; it is a strategic investment that optimizes productivity, reliability, and adaptability in modern industrial facilities

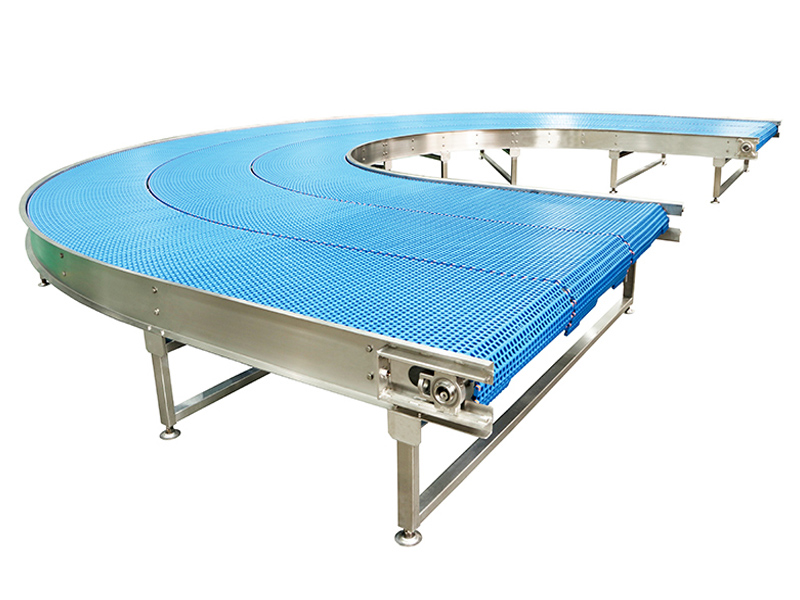
This 180-degree stainless steel belt turning conveyor is a masterpiece of space-saving design. It enables seamless, smooth direction changes, eliminating product jams and reducing transfer losses. Crafted from food-grade 304 stainless steel with a hygienic white belt and anti-slip green edging, it ensures maximum safety and easy cleaning. Its robust frame with adjustable feet guarantees stability, making it ideal for optimizing logistics flow in food, pharma, and electronics industries.
View More


Copyright @ 2026 Nantong Jianqiao Conveyor Company All Rights Reserved.
 Network Supported
Network Supported
leave a message
Scan to wechat :

Scan to whatsapp :