Call Us Now
+86-18806286303

The Ultimate Guide to Belt Curve Conveyors: Applications & Solutions for Modern Industry
The Ultimate Guide to Belt Curve Conveyors: Applications & Solutions for Modern Industry
In the fast-paced world of material handling, efficiency and space optimization are non-negotiable. Enter the belt curve conveyor—a critical component that acts as the "joint" of your production line, enabling seamless direction changes while keeping operations smooth and damage-free. Whether you’re running a bustling e-commerce warehouse, a food production facility, or a precision electronics plant, this versatile equipment solves core challenges that straight conveyors simply can’t address.
Let’s dive into the key applications of belt curve conveyors and the specific problems they solve for businesses across industries.
Core Industries That Rely on Belt Curve Conveyors
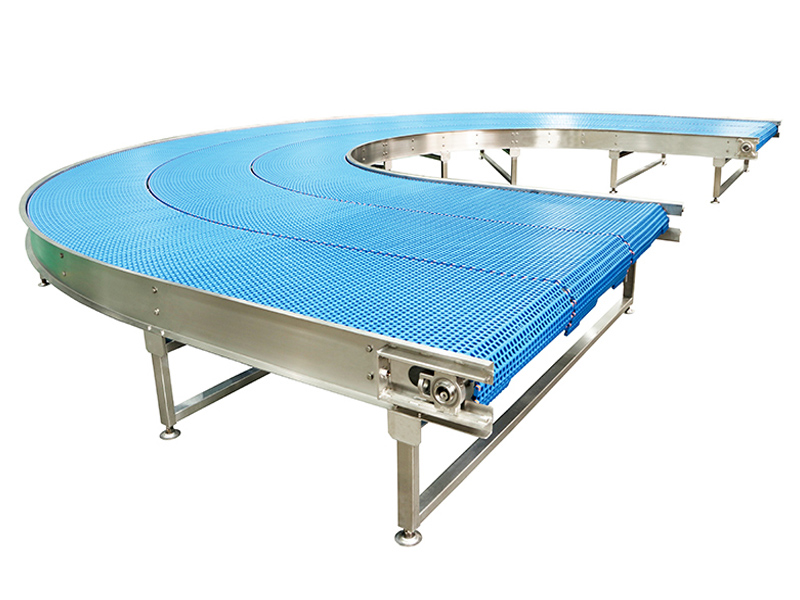
Belt curve conveyors, designed for horizontal turns ranging from 30° to 180°, are workhorses in sectors where continuous, gentle material handling is essential. Here are the most common use cases:
1. E-Commerce & Logistics
From small parcel hubs to airport baggage systems, belt curve conveyors are the backbone of efficient sorting and transfer. They move everything from cardboard boxes and padded envelopes to luggage and shipping documents, ensuring packages flow through facilities without bottlenecks.
2. Food & Beverage
Hygiene and product safety are paramount in food processing. Belt curve conveyors—built with food-grade PU/PVC belts and stainless steel frames—handle baked goods, fresh produce, bottled beverages, and meat products with care. They’re ideal for minimizing product damage and meeting strict sanitation standards.
3. Pharmaceuticals & Cosmetics
GMP compliance and cleanroom requirements define pharma and cosmetic manufacturing. These conveyors offer low-noise, dust-free operation, making them perfect for transporting medication boxes, oral liquids, skincare products, and cosmetics without contamination risks.
4. 3C Electronics & Light Manufacturing
For precision components like smartphones, PCBs, and small hardware, belt curve conveyers are a game-changer. Their gentle, non-abrasive transport prevents scratches and damage to delicate electronics, while flexible design adapts to tight production line layouts.
5. Tobacco, Automotive & Textiles
Heavy-duty yet precise, these conveyors support tobacco processing (cartons, cigarette packs), automotive part assembly (lights, interior components), and textile manufacturing (fabric, garments). They deliver stable, smooth movement for both lightweight and moderately heavy loads.
Key Problems Belt Curve Conveyors Solve
Belt curve conveyors aren’t just "direction changers"—they’re strategic investments that solve critical pain points for material handling teams:
1. Maximize Limited Space
Straight conveyors hit a wall in compact facilities. Belt curve conveyors enable L-shaped, U-shaped, or circular production line layouts, allowing businesses to utilize 30%–50% more space by navigating around pillars, equipment, or existing infrastructure.
2. Eliminate Manual Handling & Boost Labor Efficiency
Replacing manual conveyor (transport) with automated belt curves creates a continuous, uninterrupted production flow. This reduces labor costs associated with manual transfers and minimizes human error, while speeding up overall operational throughput.
3. Reduce Product Damage & Waste
Soft, flexible belt surfaces prevent scratches, dents, or spills—critical for fragile items like electronics, food products, and pharmaceuticals. By eliminating jolts and slips, these conveyors cut product damage rates to below 1%, saving significant waste and replacement costs.
4. Handle Irregular & Small Loads with Ease
Unlike roller conveyors, belt curve conveyors excel at moving irregularly shaped, lightweight, or small items (e.g., envelopes, tiny hardware, soft packages). They prevent stalling and drops, ensuring consistent flow even for the most delicate or uniquely shaped materials.
5. Simplify Maintenance & Ensure Operational Hygiene
With a simple, robust design, belt curve conveyors require minimal maintenance and offer easy cleaning. For food and pharma facilities, this means quick sanitization to meet industry regulations. They also operate quietly (≤65dB), creating a more comfortable work environment.
6. Adapt to Evolving Production Needs
Modular and customizable, belt curve conveyors can be adjusted in terms of turning angle, radius, and belt width. This flexibility allows businesses to scale production lines or modify workflows quickly, without overhauls to existing infrastructure.
Final Thoughts
In material handling, the difference between a efficient operation and a bottlenecked one often comes down to the right equipment. Belt curve conveyors are the unsung heroes that turn rigid, linear production lines into flexible, space-smart systems—solving space constraints, reducing labor, cutting waste, and boosting overall productivity.
No matter your industry, if your operation requires seamless direction changes, gentle material transport, or space optimization, a belt curve conveyor is more than an accessory—it’s a foundational investment for long-term success.
Looking to optimize your material handling flow? Reach out to discuss your specific layout, load requirements, and industry needs, and we’ll help you find the perfect belt curve conveyor solution.



Copyright @ 2026 Nantong Jianqiao Conveyor Company All Rights Reserved.
 Network Supported
Network Supported
leave a message
Scan to wechat :

Scan to whatsapp :